« La variabilité est l’ennemie de la production »
Ce post est la suite du post précédent.
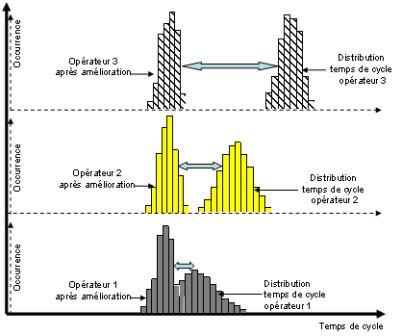
Il est plus important de se focaliser tout d’abord sur la variabilité que la moyenne car en plus des pertes intrinsèques de la machines occasionnées par cette variabilité, se rajoute nt celles occasionnées sur les process en amont et en aval : « La variabilité est l’ennemie de la production© ». L’opérateur qui génère le plus de variabilité et fait le plus de mal au process est le premier. Chez Toyota ainsi que certaines entreprises japonaises ayant intégré les leçons de W. E. Deming, l’amélioration donne toujours la priorité à la réduction de la variabilité et ensuite vient la moyenne. Réduire le temps de cycle est secondaire par rapport à l’intérêt de le rendre consistant. La logique classique dans les entreprises occidentales est inverse. En réalité la meilleure approche consiste à découper le travail en plusieurs étapes élémentaires. Ensuite observer sur chaque étape les différents operateurs et chercher à identifier la meilleure pratique ainsi que raisons des écarts. Ensuite, déterminer quelle est la meilleure façon de tenir ce poste au global. Cette meilleure façon est le standard qui sera enseigné aux trois opérateurs. Puis viendront des audits réguliers pour s’assurer de la pérennité de l’application de cette nouvelle méthode. La situation visée est celle où les trois operateurs travaillent tous avec une variabilité réduite, des écarts types et des moyennes très proches. Autre point important à préciser, la recherche de des meilleures pratiques, étape par étape, conduit très souvent à un standard supérieure à la meilleure méthode connue. C’est pour cette raison que dans le résultat présenté dans la figure ci-dessous, tous les opérateurs ont à la fois une meilleure moyenne et une meilleure dispersion que toutes les trois dispersions initiales. La réduction des dispersions est surtout le résultat d’une formation efficace.
L’exemple présenté ici est un cas d’école car très souvent l’operateur qui a la plus grande variabilité est celui qui a la moyenne la plus grande. Cela rend d’autant plus « prioritaire » le fait de se focaliser sur l’opérateur 1 pour comprendre les raison d’une moyenne si faible. Est-ce parce qu’il prend des risques sur la sécurité ou la qualité ? Dans tous les cas, la méthode standard doit également être la meilleure en termes de qualité et de sécurité.
Pour toutes les raisons qui précédent nous j’aurais répondu : opérateur 1, opérateur 2 et opérateur 3.
Je serais très intéressé par toute autre lecture du problème posé.